Dịch
Dịch

Máy phay cnc là gì ? Cấu tạo và hoạt động máy phay cnc
Máy phay CNC hiện tại được sử dụng rất phổ biến trong quá trình gia công các chi tiết máy chính xác, gia công khuôn mẫu... hầu như các xưởng cơ khí và nhà máy hiện nay đều được trang bị máy này nhằm giảm thiểu chi phí nhân công, tăng cường độ chính xác của sản phẩm trong sản xuất hàng loạt. Tuy nhiên trước khi mua chúng ta nên tìm hiểu qua về cấu tạo cũng như các lưu ý khi lựa chọn và sử dụng máy phay CNC.
Máy phay CNC có những loại nào?
1. Máy phay đứng 3 trục

2. Máy phay đứng 4 trục, 5 trục
Máy phay CNC có thêm trục A

Máy phay CNC có thêm trục B

Máy phay CNC có thêm trục C

3. Máy phay đứng kiểu giường
Còn gọi là máy phay CNC chữ H hay là máy CNC Router, máy phay CNC dạng cổng : Loại này có kích thước vùng làm việc lớn nhất khi so sánh cùng kích cỡ máy với loại máy phay CNC đứng dạng C- Frame tuy nhiên độ cứng vững thì kém hơn

4. Máy phay nằm ngang

Máy phay CNC có thêm hệ thống thay dao tự động thì còn được gọi là Trung tâm gia công ( Machining Center )
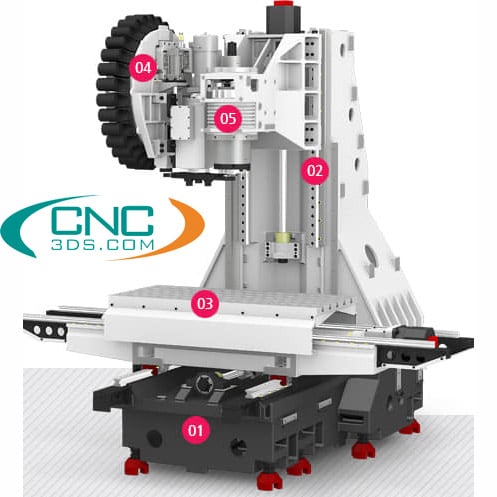
Cấu tạo của máy phay CNC

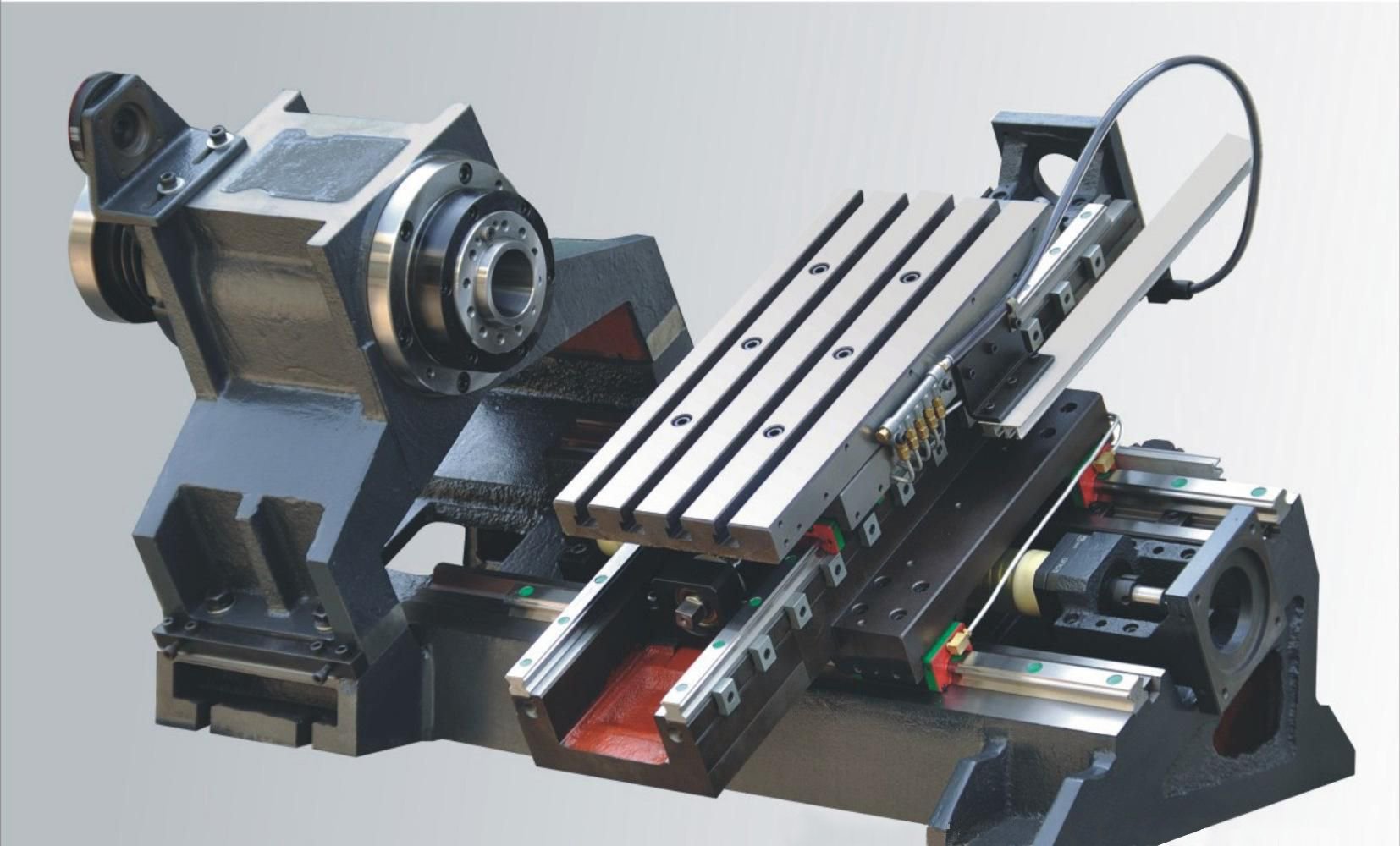
1. Thân máy : Thân máy đóng vai trò là chân đế của toàn bộ máy nơi các bộ phận khác nhau được gắn vào nó. Nói chung rất cứng chắc về cấu trúc, thân máy được đúc bằng gang cường lực.
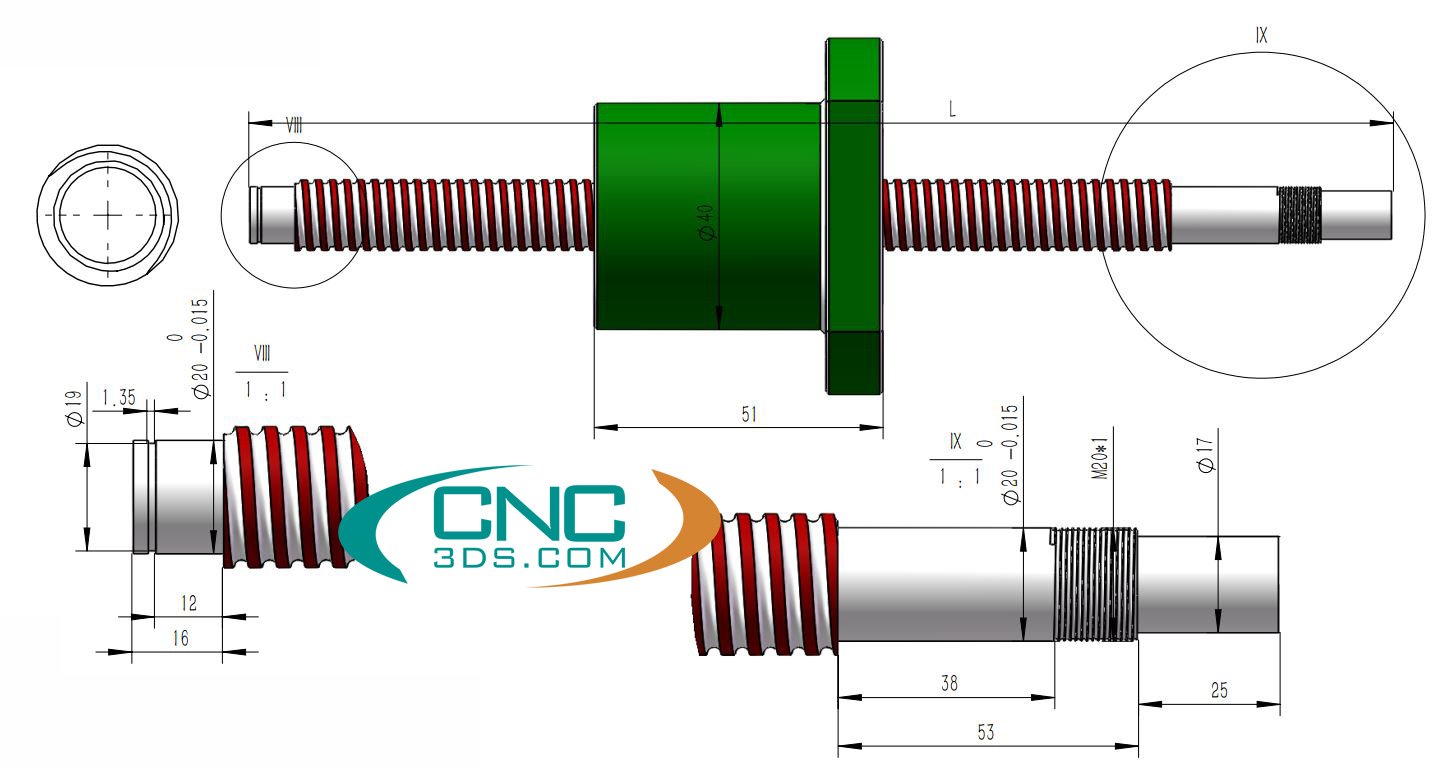
2. Băng máy phay có băng bi ( thanh trượt vuông ) và băng bản ( băng cơ ), băng bản thì cứng vững hơn, bền hơn băng bi và chịu tải trọng lớn hơn nhiều. Máy phay CNC sử dụng vitme bi có độ chính xác cao, không bị rơ như vitme thường

3. Bàn máy : Cấu tạo bằng thép đúc có rãnh T để kẹp phôi
4. Ổ dao : Lưu trữ các loại dao cụ chờ trong quá trình gia công. Nó có cánh tay để thực hiện việc thay dao tự động vào trục chính
5. Trục chính: Thực hiện chuyển động quay tròn của dao . Với máy có thay dao tự động hay dùng loại đầu phay BT, đầu phay NT là loại dùng thanh ren phía trên hay dùng với máy phay cnc không có hệ thống thay dao tự động, nói chung không tiện lợi bằng đầu phay BT

5. Bảng điều khiển CNC: Trung tâm lưu trữ của máy, bảng điều khiển CNC lưu trữ tất cả các chương trình và hướng dẫn CNC, thực hiện các thao tác vận hành máy tại bảng này.

6. Động cơ truyền động : Động cơ truyền động giúp di chuyển bàn máy và tạo chuyển động quay của dao cụ, do đó điều khiển toàn bộ máy. Động cơ AC Servo có nắp phía sau màu đỏ thì đời cao hơn là loại động cơ DC Servo nắp vàng.
Khi chọn máy phay CNC thì chúng ta dựa vào vùng làm việc của máy, loại băng trượt , khả năng thay dao tự động , tốc độ trục chính tối đa. Ngoài ra cần phải chú ý tới phiên bản hệ điều hành và dung sai của máy cũng là điều rất quan trọng
Hiện tại máy phay CNC chủ yếu là hàng Nhật bãi, hệ điều khiển phổ biến là Fanuc, Mazack, Okuma... tuy nhiên chúng ta nên lựa chọn máy hệ Fanuc từ OM trở lên là tốt nhất tại vì có sẵn linh kiện thay thế khi hỏng hóc, khả năng nội suy 3D khá mượt.
Ví dụ về thông số kĩ thuật máy phay như sau :
Model: Hamai 3VS
Year: 1989
Control system: Fanuc OMC
Country of origin: Japan
Number of axis: 3
X axis travel: 400 mm
Y axis travel: 600 mm
Z axis travel: 520 mm
Spindle speed: 6000 rpm
Tool storage capacity: 12 pcs
ATC: Yes
Machine weight: 4.5 ton
Dimension (LxWxH): 2.8x3.2x3.0 m
Các loại dụng cụ cắt thông dụng
Dụng cụ cắt trên máy phay CNC được chia làm nhiều loại, tùy thuộc vào mục đích gia công để có sự lựa chọn phù hợp
Dụng cụ gia công lỗ : Mũi khoan tâm , mũi khoan ruột gà, mũi vát mép , mũi ta ro và mũi doa ....

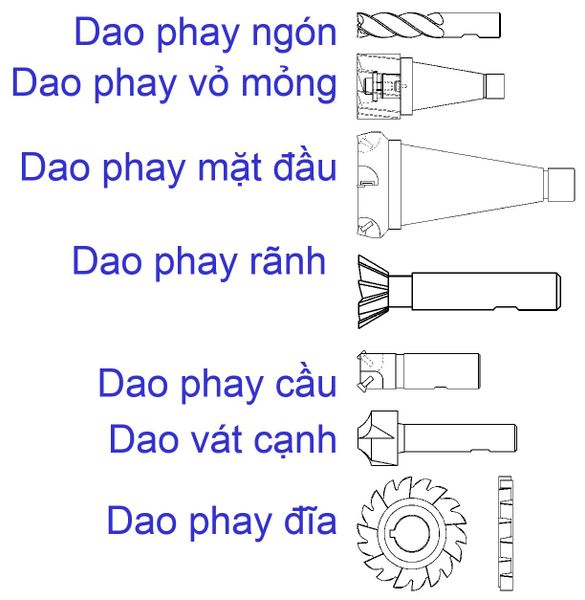
Dao phay : Bao gồm dao phay ngón, dao phay mặt đầu , dao phay ren....
Máy phay CNC thường có 3 trục trục X , trục Y và trục Z. Quy ước là Trục Z dọc theo đường tâm của dao, trục X nằm ngang và trục Y nằm dọc theo bàn máy, phương và chiều như hình vẽ.

Các điểm không “0“ và điểm chuẩn trên máy CNC
MCS ( Machine coordinate system ) : Điểm gốc máy
WCS ( Workpiece coordinate system) : Điểm gốc phôi.
Thiết bị kẹp phôi trên máy phay cnc chủ yếu dùng đồ gá vạn năng như ê tô hoặc vấu kẹp. Cơ cấu kẹp có thể tự động hóa bằng xi lanh khí nén hoặc thủy lực


Các mã lệnh lập trình máy phay CNC
Hiện nay hầu hết tất cả máy phay CNC đều sử dụng ngôn ngữ lập trình theo tiêu chuẩn quốc tế ISO G-code và M-code
Các chức năng lệnh mã G được thống kê dưới đây:
Các chức năng của lệnh mã G
Mã tiêu chuẩn —-Chức năng
G00 Chạy dao nhanh ( không ăn dao )
G01 Nội suy đường thẳng
G02 Nội suy đường tròn theo chiều kim đồng hồ
G03 Nội suy đường tròn theo ngược chiều kim đồng hồ
G04 Dừng dao với thời gian xác định
G15 Hủy chế độ nội suy tọa độ cực
G16 Chế độ nội suy tọa độ cực
G17 Xác định mặt phẳng XY
G18 Xác định mặt phẳng XZ
G19 Xác định mặt phẳng YZ
G20 Hệ đơn vị tính theo inch
G21 Hệ đơn vị tính theo mét
G28 Trở lại điểm tham chiếu ( điểm gốc máy )
G30 Vị trí trở lại tham chiếu ( gọi điểm tham chiếu thứ 2, 3, 4 )
G40 Hủy bỏ hiệu chỉnh bán kính dao
G41 Hiệu chỉnh bán kính dao bên trái so với đường biên dạng
G42 Hiệu chỉnh bán kính dao bên trái so với đường biên dạng
G52 Xác lập hệ tọa độ cục bộ
G53 Xác lập hệ tọa độ máy
G54 Điểm 0 thứ nhất của phôi
G55 Điểm 0 thứ hai của phôi
G56 Điểm 0 thứ ba của phôi
G57 Điểm 0 thứ tư của phôi
G58 Điểm 0 thứ năm của phôi
G59 Điểm 0 thứ sáu của phôi
G81 - Chu trình khoan
G82 - Chu trình khóet bằng đầu lỗ
G83 - Chu trình khoan sâu
G73 - Chu trình khoan bẻ phoi
G84 - Chu trình taro ren phải
G74 - Chu trình taro ren trái
G85 - Chu trình doa doa lùi dao chậm
G86 - Chu trình doa lùi dao nhanh
G76 - Chu trình doa tinh
G87 - Chu trình doa sau lỗ
G88 - Chu trình doa lùi dao bằng tay
G89 - Chu trình doa dừng cuối hành trình, lùi dao chậm
G80 - Hủy các chu trình gia công lỗ
G90 Lập trình theo hệ tọa độ tuyệt đối
G91 Lập trình theo hệ tọa độ tương đối
G96 Chế độ tốc độ cắt không đổi ( ổn định vận tốc cắt của dao ) V
G97 ổn định tốc độ của trục chính(n), nhập v/p trực tiếp hay xóa bỏ
chế độ G96
G98 Lượng ăn dao phút
G99 Lượng ăn dao theo vòng