Dịch
Dịch

Máy CNC là gì ? Cấu tạo và phân loại máy CNC
1. Định nghĩa máy CNC
Trong quá trình sản xuất, máy tính điều khiển số (gọi là CNC hay NC ) là quá trình điều khiển tự động các công cụ gia công (khoan, phay, dao tiện) bằng máy tính, trong đó máy CNC cắt gọt trên vật liệu (kim loại, nhựa, gỗ, gốm hoặc composite) để biến nó thành sản phẩm có thông số kỹ thuật chính xác.
2. Phân loại máy cnc
2.1 Theo dạng máy công cụ
Máy tiện cnc
Máy khoan cnc
Máy doa cnc
Máy mài cnc
Máy cắt bánh răng cnc
Máy phay cnc
Máy bào CNC
Máy chuốt CNC
Máy cưa CNC
2.2 Theo phương pháp cắt gọt
2.2.1 Máy CNC Router
Máy CNC router là máy cắt CNC điều khiển bằng máy tính được sử dụng để cắt gỗ, nhựa và vật liệu tổng hợp. Nó cũng thường được sử dụng để cắt nhôm và kim loại mềm khác. Độ cứng vững của máy cnc router kém hơn so với loại máy CNC được sử dụng để cắt kim loại cứng hoặc làm các bộ phận đòi hỏi độ chính xác lắp ghép cao. Máy cnc router được thiết kế để tối đa hóa hành trình làm việc và chi phí.
2.2.2 Máy cắt plasma CNC và máy khắc (cắt) laser CNC
Máy cắt laser dùng nguồn laser công suất cao, qua hệ thống quang học tập trung chùm tia laser đầu ra để cắt vật liệu. Có ba loại máy cắt laser chính thường được sử dụng.
- Laser khí, chẳng hạn như CO2 hoặc Nd / Nd-YAG, tạo ra laser bằng cách tạo ra một dòng điện thông qua một loại khí. Chúng được sử dụng cho trong công nghiệp để cắt nhiều vật liệu bao gồm thép nhẹ, nhôm, thép không gỉ, titan, giấy, sáp, nhựa, gỗ và vải.
- Laser rắn, chẳng hạn như laser sợi quang ( laser fiber), sử dụng vật chứa rắn để sản xuất chùm tia laser, sau đó được khuếch đại bằng sợi thủy tinh. Với bước sóng laser cực ngắn, kích thước điểm nhỏ của laser sợi quang làm cho nó lý tưởng để cắt vật liệu kim loại phản chiếu.
- Máy cắt plasma cnc thường được xếp chung với máy cắt laser do chúng dùng luồng hồ quang nóng chảy giữa 2 điện cực để cắt kim loại. Vật liệu tiêu biểu trong cắt bằng máy cnc plasma là thép, thép không gỉ, nhôm, đồng thau và đồng.
2.2.3 Máy in 3D
In 3D là một quá trình tạo các vật thể rắn từ một file mẫu trên máy tính. Máy tính sẽ chia đối tượng in ra làm rất nhiều lớp mỏng, quá trình in 3D chính là liên tục chồng các lớp vật liệu lên nhau.
2.2.4 Máy CNC nhiều trục
Gia công nhiều trục là một quy trình sản xuất mà máy tính điều khiển công cụ di chuyển theo 4 hoặc nhiều hướng , máy này được sử dụng để chế tạo các bộ phận bằng kim loại hoặc các vật liệu khác. Các máy công cụ CNC điển hình hỗ trợ 3 trục, gọi là X , Y, Z; máy CNC nhiều trục cũng hỗ trợ chuyển động xoay quanh một hoặc nhiều trục.
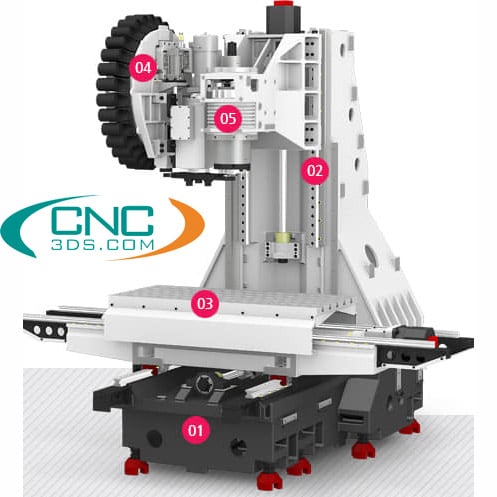
3. Cấu tạo máy cnc
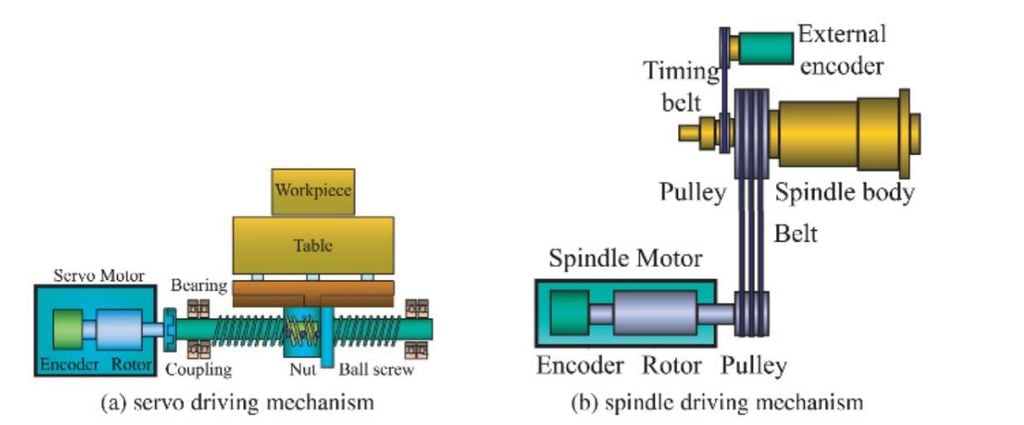
Hình 1.3a mô tả cơ chế điều khiển bàn máy CNC bao gồm một động cơ servo và cơ cấu truyền động. Các lệnh điều khiển làm cho động cơ servo quay, vòng quay của động cơ servo truyền đến vít me thông qua khớp nối, vít me quay thì đai ốc chuyển động thẳng, và cuối cùng là bàn máy với phôi di chuyển theo.
Hình 1.3b thể hiện cụm trục chính bao gồm động cơ trục chính (thường dùng động cơ không đồng bộ) và đầu cắt. Vòng quay của động cơ trục chính được truyền tới đầu cắt thông qua bộ truyền đai để thay đổi tốc độ và momen xoắn của đầu cắt.
3.1 Động cơ truyền động và cảm biến
Thuật ngữ “động cơ truyền động” bao gồm cả động cơ servo di chuyển bàn máy và động cơ trục chính. Trục chính là thiết bị tạo ra tốc độ và mômen cắt bằng cách quay dao hoặc phôi gia công. Mô-men xoắn cao và tốc độ cao là rất quan trọng đối với động cơ trục chính và do đó động cơ không đồng bộ thường được sử dụng.
Động cơ servo di chuyển bàn máy cần đặc điểm như mô-men xoắn cao, khả năng tăng tốc tức thời và phản ứng nhanh ở tốc độ thấp và có thể điều khiển đồng thời vận tốc và vị trí.
Các loại động cơ servo thường dùng trong máy CNC
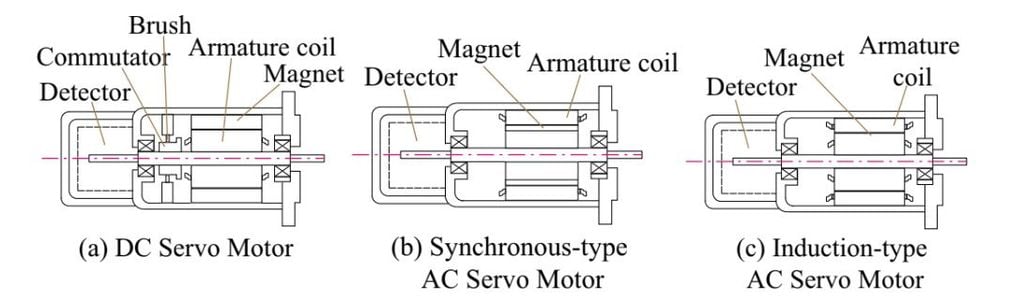
3.1.1 Động cơ DC servo
Bộ điều khiển động cơ servo DC có thể được thiết kế dễ dàng bằng cách sử dụng một mạch đơn giản vì mô men xoắn tỷ lệ thuận với dòng điện. Dải vận tốc của động cơ servo DC rất rộng và giá thành thấp. Tuy nhiên khi tăng công suất động cơ thì nhiệt độ của cũng tăng. Ma sát giữa roto với chổi than dẫn đến mòn chổi than và gây tiếng ồn nên động cơ DC servo cần phải được bảo trì chổi than định kì.
3.1.2 Động cơ AC servo đồng bộ
Động cơ servo AC loại đồng bộ được gọi là "động cơ servo không chổi than". Cấu trúc động cơ cho phép làm mát lõi stato trực tiếp từ bên ngoài nên có thể chống lại sự gia tăng nhiệt độ trong động cơ. Động cơ servo AC đồng bộ không có giới hạn vận tốc cực đại do không có tia lửa nên có thể đạt được mo-men xoắn cao ở phạm vi tốc độ cao. Ngoài ra, nó cũng không có chổi than nên có thể được vận hành trong một thời gian dài mà không cần bảo trì.
3.1.3 Động cơ AC servo không đồng bộ
Động cơ servo AC không đồng bộ có cấu trúc đơn giản và không cần cảm biến sai lệch của vị trí tương đối giữa rotor và stato. Tuy nhiên nó không thể dừng tức thời, không giống như động cơ servo AC.
3.1.4 Encoder
Thiết bị phát hiện vị trí hiện tại của trục động cơ cho điều khiển vị trí được gọi là bộ mã hóa và được gắn vào cuối của trục động cơ. Để điều khiển vận tốc, vận tốc cần được đo bởi một cảm biến hoặc được tính bằng số xung tạo ra trong một đơn vị thời gian.
3.2 Hệ dẫn hướng cho các trục
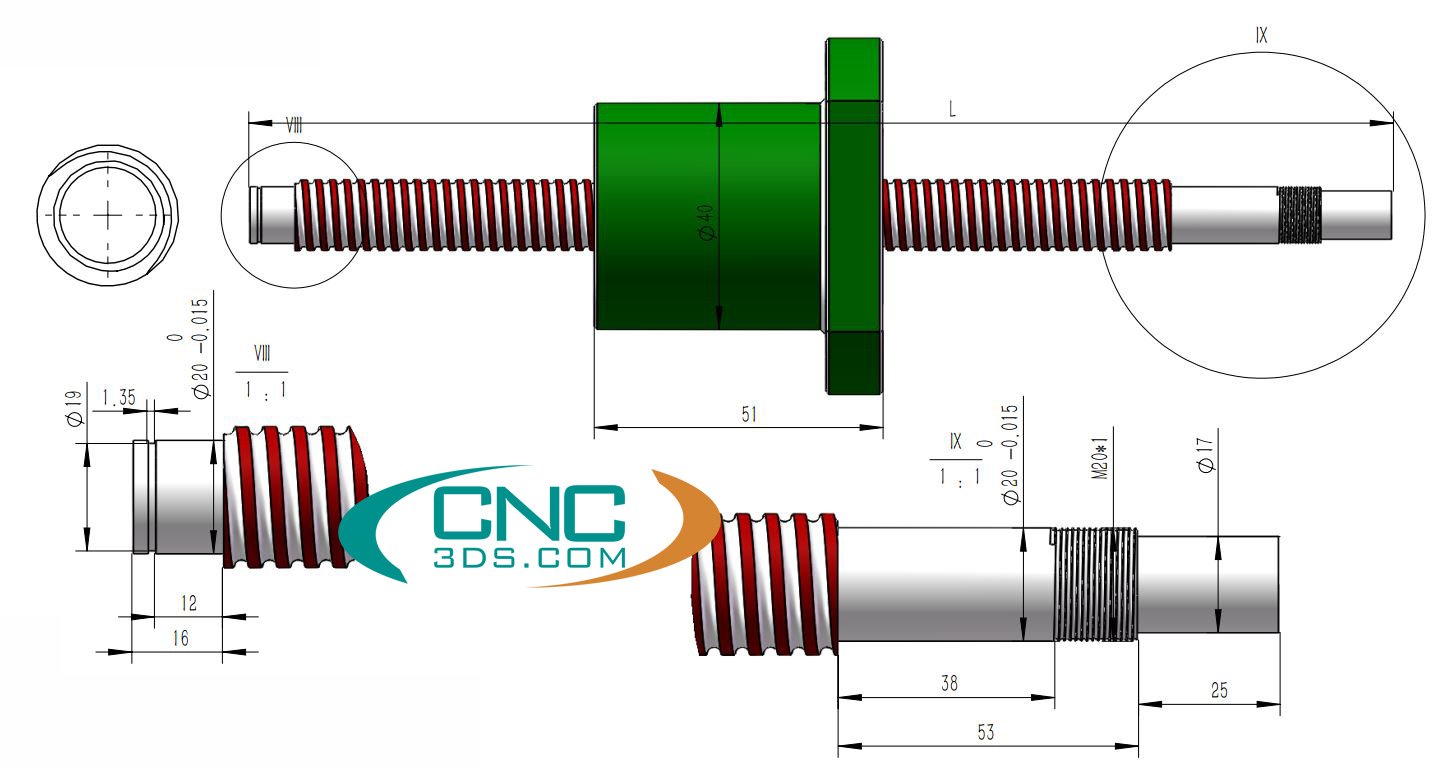
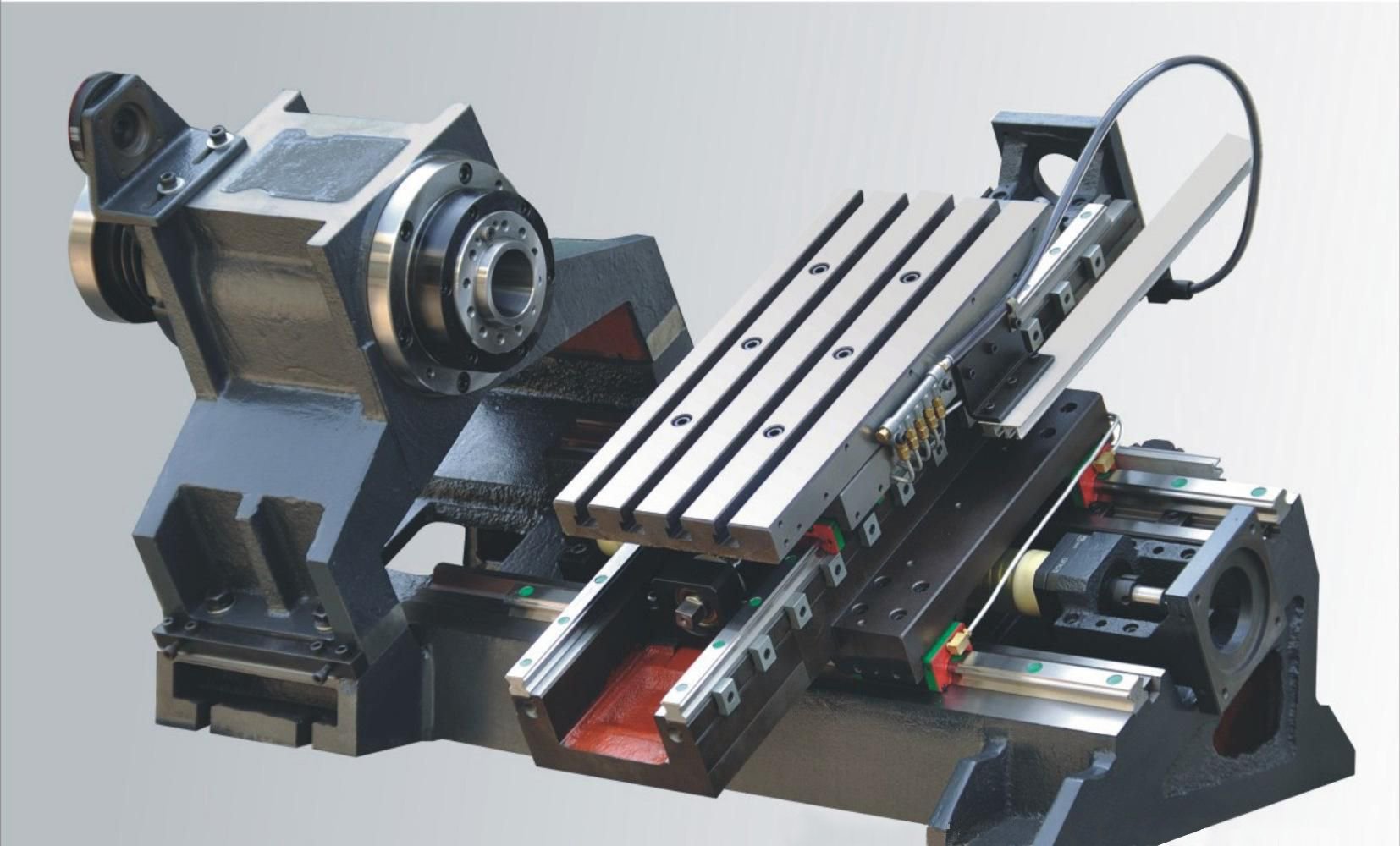
Vít me bi được sử dụng để di chuyển bàn máy do chúng có ma sát thấp và độ rơ rất nhỏ nên hiệu suất truyền động cao và đạt được độ chính xác vị trí cao. Dẫn hướng được dùng là thanh ray trượt hay còn gọi là ray trượt tuyến tính (LM) là được sử dụng để tăng độ chính xác và độ mượt của chuyển động tuyến tính.
![]()
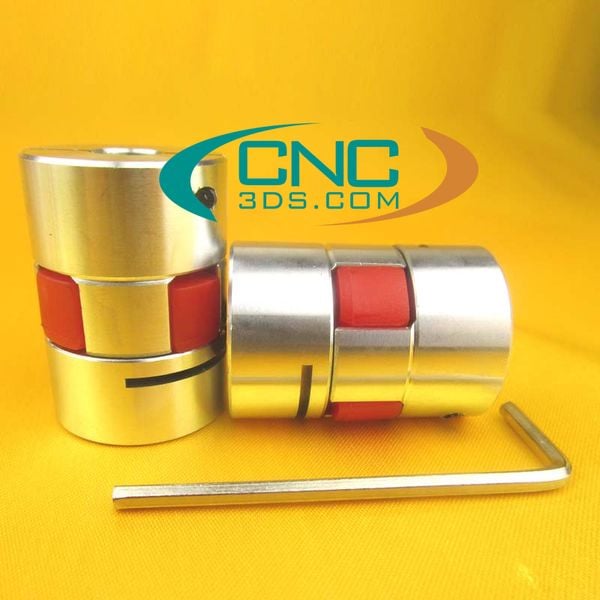
3.3 Khớp nối mềm
Khi trục vít me bi và động cơ servo được nối với nhau cần đảm bảo tâm trục của chúng phải trùng nhau. Tuy nhiên, trong thực tế, điều này là rất khó khăn, do đó khớp nối mềm được sử dụng để bù trừ độ sai lệch giữa đường tâm của trục vít me bi và trục động cơ, cho phép hệ thống vận hành trơn tru, nhẹ nhàng.
4. Hệ điều khiển máy cnc
4.1 Điều khiển bán kín
Trong loại này, cảm biến vị trí được gắn vào trục của động cơ servo và phát hiện góc quay, do đó độ chính xác vị trí của trục động cơ có ảnh hưởng lớn đến độ chính xác của vít me bi. Với kiểu điều khiển này thì vít me bi cần có độ chính xác cao để đảm bảo được độ chính xác vị trí của bàn máy. Vòng điều khiển bán kín được sử dụng rộng rãi trong máy CNC do tính chất khá đơn giản và độ chính xác tương đối cao.
4.2 Điều khiển kín
Cảm biến vị trí được gắn vào bàn máy và vị trí thực tế được đưa trở lại hệ thống điều khiển. Vòng lặp kín và vòng bán kín là tương tự ngoại trừ vị trí của cảm biến và độ chính xác vị trí của vòng khép kín là rất cao. Tuy nhiên, tần số cộng hưởng của thân máy, thanh trượt, và chuyển động bị mất có ảnh hưởng đến các đặc tính servo vì thân máy được bao gồm trong vòng điều khiển vị trí.
4.3 Vòng điều khiển lai
Trong vòng lặp lai, có hai loại điều khiển vòng lặp; vòng bán khép kín, nơi vị trí được phát hiện từ trục của động cơ, và vòng khép kín, dựa trên thước tuyến tính. Trong vòng bán khép kín, có thể kiểm soát tốt vì thân máy không được bao gồm trong hệ thống điều khiển. Các vòng khép kín tăng độ chính xác bằng cách bù lỗi cho vòng bán kín không thể kiểm soát. Bằng cách kết hợp vòng khép kín và vòng bán khép kín, có thể đạt được độ chính xác cao kể cả trong môi trường hoạt động không tốt.
4.4 Vòng điều khiển hở
Vòng điều khiển hở có thể được áp dụng trong trường hợp độ chính xác của điều khiển không cao và sử dụng với động cơ bước được sử dụng. Vì vòng lặp mở không cần thiết bị dò và mạch phản hồi, cấu trúc rất đơn giản. Ngoài ra, độ chính xác của máy CNC bị ảnh hưởng bởi độ chính xác của động cơ bước, vít me bi và hệ thống truyền dẫn.

5. Một số loại máy cnc thông dụng trên thị trường

Máy phay CNC

Máy tiện CNC

Máy cắt plasma CNC

Máy khắc gỗ CNC

Chúng tôi là nhà cung cấp linh kiện và máy cnc khắc gỗ, máy cnc khắc đá uy tín. Quý khách có nhu cầu tìm hiểu xin gọi hotline 0904132679 để được tư vấn.